

Customer service
- We are ready to help you:
- (+45) 29 60 90 04
- info@provak.dk
- Book a customer visit
- CVR/VAT - no. DK43026704
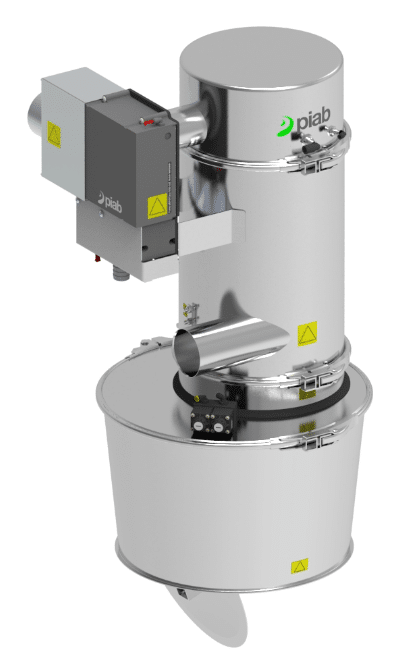
PIAB piFLOW® industry is a vacuum conveyor that is widely used in both general and chemical industries. This vacuum conveyor impresses with high performance and a design with a small footprint. It is often the preferred choice over traditional conveyor belts, especially when it comes to dust-free transport or the need for low maintenance.
What makes this conveyor special is the smart COAX® technology that powers the pump. It's an environmentally friendly and super efficient way to create vacuum. With a capacity of up to 7.5 tonnes per hour, this conveyor is made for a wide range of tasks. You can choose between an ejector-driven vacuum pump or a more traditional mechanical pump depending on your specific needs.
Our vacuum conveyor is not only efficient and reliable, but also an innovative solution for companies that want simple internal pneumatic transport, low maintenance and a focus on keeping it dust-free.
| Capacity: | ||
| piFLOW Industry 400 | 5 meters | 2.0 tonnes/hour |
| piFLOW Industry 400 | 10 meters | 1.5 tons/hour |
| piFLOW Industry 400 | 15 meters | 1.0 tons/hour |
piFLOW®i - industrial vacuum transport
When a more robust, reliable and versatile solution is needed to transport industrial materials, piFLOW®i is the best choice. Typical materials transported include cleaning agents, desiccants, sand, industrial salt, toner powder, clay, chromium oxide, aluminium oxide, talc, silica, cigarette filters, walnut shells, waste, PVC powder, plastic pellets, calcium carbonate, methyl cellulose, aluminium oxide powder, or plastic pellets/parts, and many more... piFLOW®i can replace mechanical conveyors such as bucket elevators or belt conveyors to ensure an ergonomic, dust-free working environment without respiratory risks for operators, especially when conveying hazardous, toxic or allergenic materials. The piFLOW®i range consists of models with 6, 8, 14 and 28 l [0.21, 0.28, 0.49, 0.99 ft³] batch volumes that can convey up to 7.5 tonnes/h [15 000 lbs/h]. They are designed with a stainless steel housing (ASTM 304L). All parts in contact with the conveyed materials (conveyor body and seals) comply with EC No 1935/2004 and EC No 10/2011; ATEX Dust certification is available depending on the configuration. This series is available with two different levels of automation. The standard version, which is a straightforward, reliable vacuum conveyor. In contrast, BVO or Batch Volume Optimisation has a level sensor to facilitate batch volume setup, which leads to a shorter amount of conveyor setup for material changes and ensures a higher level of operational reliability by reducing the possibility of human error.
Send an email to: mta@provak.dk
Salt, sugar, pepper, cinnamon
Nuts, Almonds, Pecans, Walnuts
Calcium carbonate
Carbon BlackCitric acid
Citric acid Cocoa powder
Cocoa powder Coffee
Coffee corn meal
CornmealCerum gum
Crumb rubber Diatomaceous earth
Flour
Fly Ash Fumed Silica
Silica Garnet
Garnet grains
Cereal
Hamhydrated lime
Hydrated milk of lime powder
Powdered milk Plastic
Plastic Potassium carbonate
Potassium carbonate powder
Powdered rice
Rice salt
Salt Silica Sand
Silica SandSoda Ash
Soda ashSodium sulfate
Sodium sulfate starch
Starch sugar
Sugar Sulphur
Sulfur Talc
TalcTitanium dioxide
Martin's extensive experience, which covers roles from project manager to production coordinator at recognized companies such as Labotek A/S, Lesjöfors AB, Sandvik Coromant and Sandvik Materials Technology, underlines his broad professional competence. His expertise in leading projects, optimizing processes and driving growth within each organization enriches Provak with a unique and valuable perspective.
In his previous position as sales engineer and product manager, Martin has had a key position in designing and specifying technical solutions, with an in-depth understanding of automation through the use of vacuum conveyors, vacuum technology, mechanical engineering and the implementation of Lean processes. This background contributes significantly to Provak by ensuring an integrated approach to addressing and solving complex industrial challenges.
Through Martin's leadership and technical insight, Provak is strongly equipped to meet the challenges of the future with innovative solutions that not only optimize processes, but also contribute to sustainable growth and efficiency for our B2B clients.