

Customer service
- We are ready to help you:
- (+45) 29 60 90 04
- info@provak.dk
- Book a customer visit
- CVR/VAT - no. DK43026704
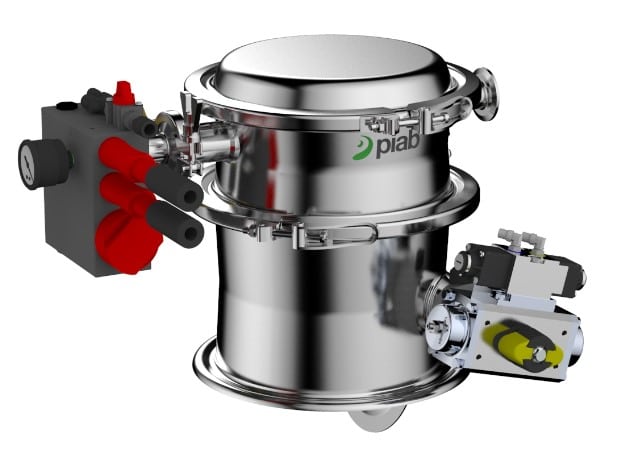
Provak and PIAB present piFLOW® premium: a state-of-the-art vacuum conveyor designed in acid-resistant stainless steel (ASTM 316L) that meets the FDA's high hygiene requirements. Our vacuum conveyors are ATEX dust certified, while piFLOW®p and piFLOW®t are ATEX gas certified. With this, the transfer of powder and granules from point A to B, such as filling and emptying of large bags, drums, bags, mills, sieves, mixers and blenders is possible. Fragile products such as tablets can also be transported. Our vacuum conveyors can operate in explosive atmospheres or for hygiene purposes. We give you the choice between an ejector-driven vacuum pump or a mechanical pump, depending on what suits you best.
| Capacity: | ||
| piFLOW premium 64 | 5 meters | 0.6 tonnes/hour |
| piFLOW premium 64 | 10 meters | 0.3 tonnes/hour |
| piFLOW premium 64 | 15 meters | 0.1 tonnes/hour |
piFLOW®p – high requirements for vacuum transport
The piFLOW®p product range is the most versatile, first-class offer among Piab vacuum conveyors. They are available in 2, 3, 7, 14, 33 and 56 L [0.07, 0.11, 0.25, 0.49, 1.17 and 1.98 ft³] batch sizes, which can transport up to 15 tons /hour [30,000 lbs/hour] . Whatever the scale, a piFLOW®p can cover it across a wide range of applications in the food, pharmaceutical, chemical and additive manufacturing industries. The piFLOW®p series is designed with an acid-resistant stainless steel housing (ASTM 316L), meets the requirements of FDA, EC No. 1935/2004 and EU No. 10/2011. Depending on the configuration, piFLOW®p can be supplied with ATEX Gas, ATEX Dust or both ATEX Gas and Dust certifications. piFLOW®p transports a wide range of solid materials, such as powders, granules and particles. Examples include nutrients, excipients, metal powder, sugar, milk powder, yeast powder, drink mixes, cheese powder, spice mixes, resins, cocoa, toners, grains, freeze-dried fruits, zirconia powder, xylitol and many more… The piFLOW®p series ensures the transport of solid materials regardless the scale. The smaller vacuum conveyors in the piFLOW®p series are perfect when a small amount of excipients must be transported to a tablet press or cases where the conveyor must work in a limited space. The medium vacuum conveyors are used to feed screens in additive manufacturing or to fill or empty drums/bags, mixers, etc. PiFLOW®p vacuum conveyors with the highest capacity are required when charging reactors, mixers or filling/emptying big bags. The piFLOW®p series is available in four automation levels. The standard version gives you all the reliable, essential functions of vacuum conveyors. The BVO or Batch Volume Optimization has a level sensor that helps set up the most critical parameter, the charge timer, making the setup and operation of the vacuum conveyor easier and safer. CCO or Conveyor Cycle Optimization works with two level sensors that optimize the entire batch, increasing ease of use. With CCO, only the transported air volume has to be set manually. Auto-tuning is a fully automatic solution that optimizes the full system setup for extremely reduced time when changing materials. It eliminates the need for manual timer settings thanks to the two separate level sensors that let the electrical control unit know when the vacuum conveyor is full and when it has been completely emptied. The pipeline purge unit prevents potential blockages in the pipelines, and the air transport unit even adjusts the ratio of air to material automatically. The system uses machine learning and automatically tunes itself, even taking into account environmental factors such as temperature and humidity, automatically adjusting when these fluctuate. Both CCO and Auto-tuning work in a system equipped with the electrical control unit ECU-15, which stores the transported materials and recipes.
Send an email to: mta@provak.dk
Salt, sugar, pepper, cinnamon
Nuts, Almonds, Pecans, Walnuts
Calcium carbonate
Carbon BlackCitric acid
Citric acid Cocoa powder
Cocoa powder Coffee
Coffee corn meal
CornmealCerum gum
Crumb rubber Diatomaceous earth
Flour
Fly Ash Fumed Silica
Silica Garnet
Garnet grains
Cereal
Hamhydrated lime
Hydrated milk of lime powder
Powdered milk Plastic
Plastic Potassium carbonate
Potassium carbonate powder
Powdered rice
Rice salt
Salt Silica Sand
Silica SandSoda Ash
Soda ashSodium sulfate
Sodium sulfate starch
Starch sugar
Sugar Sulphur
Sulfur Talc
TalcTitanium dioxide
Martin's extensive experience, which covers roles from project manager to production coordinator at recognized companies such as Labotek A/S, Lesjöfors AB, Sandvik Coromant and Sandvik Materials Technology, underlines his broad professional competence. His expertise in leading projects, optimizing processes and driving growth within each organization enriches Provak with a unique and valuable perspective.
In his previous position as sales engineer and product manager, Martin has had a key position in designing and specifying technical solutions, with an in-depth understanding of automation through the use of vacuum conveyors, vacuum technology, mechanical engineering and the implementation of Lean processes. This background contributes significantly to Provak by ensuring an integrated approach to addressing and solving complex industrial challenges.
Through Martin's leadership and technical insight, Provak is strongly equipped to meet the challenges of the future with innovative solutions that not only optimize processes, but also contribute to sustainable growth and efficiency for our B2B clients.