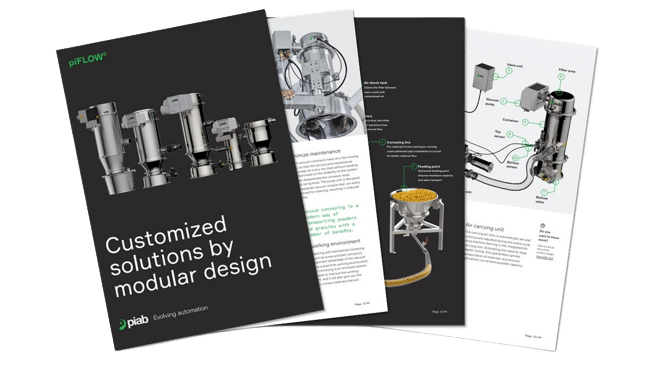
Process equipment for the food industry
Ease of use and functionality with PIAB vacuum transport
"Safe and hygienic solutions for the food industry"
Our pneumatic powder transport from the PIAB.com range guarantees compliance with high hygiene and safety standards in the food and beverage industry. With modular design, we tailor solutions to your specific needs, while also meeting the requirements of authorities such as FDA, EU1935/2004, EC No. 10/2011 and ATEX. Each product comes with a detailed declaration of conformity, ensuring not only compliance with standards, but also tailored solutions for your company's unique requirements. Choose us for safe and efficient production.
Gentle powder and granulate handling
Powder and ingredients in the food industry is a large area. When we have to transport and dose powder, it can be important that the mixing ratio in the powder is the same before and after the vacuum transport from PIAB has led the powder through a pipeline or hose. And it is also important that we do it in a reliable and gentle way, so that the powder or the ingredients are not damaged.
In the production of instant food such as dry soups, noodles, sauces, etc., the materials are often dusty and can be greasy, so it is essential to use equipment that is easy to clean and allows for quick changeover between products. For certain material mixtures, dense Dense phase will help to minimize segregation. Our vacuum conveyors are designed as a closed system that will help increase productivity as well as ensure the health and safety of employees.


Functionality with PIAB
The ultimate process optimization for the food industry when there are additional requirements to transport many different types of powder or ingredients. Together with PIAB, we have developed a unique vacuum transport system which is self-optimizing.
piFLOW®p SMART is a vacuum conveyor targeted primarily at industries that handle many different materials and/or those where frequent changes must be made to the materials to be transported. piFLOW®p SMART uses machine learning to automatically tune the process, resulting in a flawless flow of materials. Smart enough to configure itself and quickly adjust settings taking into account environmental conditions such as temperature and humidity, it beats even the most experienced operator every time! requires minimal maintenance.
Ease of use with PIAB
Human focus with a PIAB: Easy maintenance, hygienic and safe for human interaction. For many of the nutraceutical products, the requirements in the food industry are as high as in the pharmaceutical industry, with similar challenges such as cross-contamination and dust formation. Piab's piFLOW premium vacuum conveyors are designed to solve these challenges. Since there is a need for frequent changes of powder materials, it is important to have transport equipment that is versatile, easy to clean and can accommodate a quick changeover. We also offer food-approved lifting equipment such as vacuum lifting yokes, vacuum suction cups and linear technology.
.

Cleaning and hygiene with PIAB
Typical materials that are transported with vacuum conveyors are sugar, salt, flour, coffee tea, gluten, milk powder, vitamin, protein, Amino, nuts, cacao, cheese, almonds, muesli, cornflakes, corn, sesame, sweets and folic acid. Since there is a need for frequent changes of materials, it is important to have equipment that is versatile, easy to clean and can accommodate a quick changeover.
The video shows how quickly and easily our PIAB vacuum conveyor can be separated into a few parts, so that it can be easily cleaned without the use of tools.
Approved and certified
Our equipment is certified within food approvals and designed for easy cleaning.
The food and beverage industry focuses on hygienic and safe production that meets the strict requirements of FDA, EU, ATEX and other requirements without compromising on health, safety or product quality. Piabs innovative products and solutions are modular in design and ensure the highest quality of finished products.
- FDA, USDA
- EC no. 1935/2004
- EC no. 10/2011
- ATEX dust zone 20/21/22.
- ATEX gas zone 0/1/2


Martin's extensive experience, which covers roles from project manager to production coordinator at recognized companies such as Labotek A/S, Lesjöfors AB, Sandvik Coromant and Sandvik Materials Technology, underlines his broad professional competence. His expertise in leading projects, optimizing processes and driving growth within each organization enriches Provak with a unique and valuable perspective.
In his previous position as sales engineer and product manager, Martin has had a key position in designing and specifying technical solutions, with an in-depth understanding of automation through the use of vacuum conveyors, vacuum technology, mechanical engineering and the implementation of Lean processes. This background contributes significantly to Provak by ensuring an integrated approach to addressing and solving complex industrial challenges.
Through Martin's leadership and technical insight, Provak is strongly equipped to meet the challenges of the future with innovative solutions that not only optimize processes, but also contribute to sustainable growth and efficiency for our B2B clients.